北京定制钣金折弯价格
发布时间:2024-08-05 00:48:55
北京定制钣金折弯价格
本实用新型采用加工装置,包括机床,机床上端固定连接有工作台,工作台内左右对称设置有底座,所述底座上端固定连接有支撑螺柱,所述支撑螺柱下端固定连接有齿轮二,所述齿轮二右侧啮合连接有齿轮一、齿轮一固定连接有螺杆,所述螺杆右侧固定连接有活动件,所述活动件右侧设置有调整柄,所述支撑板上端固定连接有螺母,所述支撑板上端固定连接有螺母件,螺母件啮合连接有支撑螺柱,所述螺杆上端固定连接有螺杆,所述不仅可以快速、准确地进行切割,而且切割产生的切割面也非常光滑,无需多次打磨,无需多次打磨。

北京定制钣金折弯价格
1.为避免崩碎切屑伤人,应在适当的方位装置通明挡板。2.中需要用纱布打磨工件外表时,应把刀具移到安全方位,并留意不要让手和衣服触摸工件外表。磨内孔时,不得用手指支撑纱布,应运用木棍替代,一起车速不宜太快。3.制止把东西,夹具或工件放在车床床身上和主轴变速箱上。作业时要思维集中。制止疲惫操作、谈天操作、多人操作、酒后操作、吸烟操作。4.坚持机床、东西、作业地整齐,做好交接班。下班打扫作业地,应封闭电源,将各种走刀手柄放到安全处。5.车削形状不规则的工件时,应装平衡块,在试转平衡后再切削。6.的刀具夹装要可靠,刀头伸出部分不要超出刀体高度的1.5倍,刀具下垫片的形状和尺度应与刀体形状,尺度相一致,垫片应尽可能少而平。7.除车床上装有运转中能主动丈量的量具外,均应泊车并将刀架移动到安全方位后再丈量工件。

北京定制钣金折弯价格
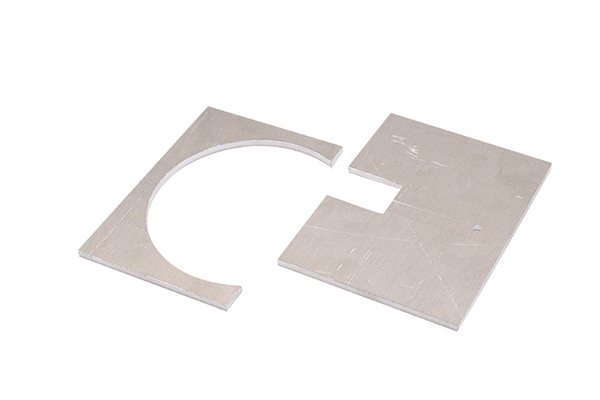
一、激光切割铝板的特性:1、切割缝细:的割缝一般在0.1mm-0.2mm。2、切割面光滑:激光切割铝板的切割面无毛刺无挂渣。3、热变形小:激光加工的激光割缝细、速度快、能量集中,因此传到被切割材料上的热量小,引起材料的变形也非常小4、节省材料:激光加工采用电脑编程,激光设备可以把不同形状的铝板加工件进行材料的套裁,提高铝板的材料利用率,节省大量的材料成本。5、能切多厚铝板主要看激光发生器的功率,一般6000W的厚能切到16mm,4500W能切到12mm。二、的注意事项:铝板属于高反材料,对激光器的损伤很大! 一般不会建议客户去拿光纤激光切割机去切割铝板,尽量少用! 一台激光器就好几十万,搞坏了得不偿失的!
北京定制钣金折弯价格
一般是两种。爆破穿孔——材料经连续激光的照射后在中心形成一个凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一个孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在加工精度要求较高的零件上使用,只能用于废料上。脉冲穿孔——采用高峰值功率的脉冲激光使少量材料熔化或汽化的,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。